A heat treatment process in which metal is heated to and then held at a sitable temperature, followed by slowly cooling at a suitable rate. This process is used to soften metals and increase the malleability.
Full Annealing
Tempering
A heat treatment process in which the steel is heated to a temperature below the transformation range, held for a suitable time, and then cooled. The result is decreased hardness and increased toughness.
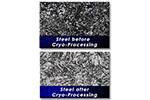
Cryogenic
A hardening process that cools the material to extremely low temperatures using liquid nitrogen, making sure no austenite is retained during quenching. This helps to increase wear resistance. Cryogenic Treatment is primarily used to transform retained austenite from a hardening process into martensite. The treatment is sometimes used in shrink-fit operations for mating components with high interference, and may also be used for stress-relief as well as to promote dimensional stability before sensitive grinding operations.

Sub Zero Treatment
Sub-zero treatment is carried out in order to complete the transformation of retainedaustenite to martensite after hardening and before tempering. It is usually applied to high carbon, high alloy steels such as tool steels but is more-widely applied by aerospace companies to guarantee complete transformation.

Stress Relieve / PWHT
Process of heating metal to a suitable temperature and then holding that temperature for a certain amount of time to reduce residual stresses. The part is then slowly cooled to further minimize the risk of developing new residual stresses.
Solution Annealing
The process of solution annealing is typically applied to stainless steels and high nickel alloys for heat resistant and corrosion resistant applications. These are generally high temperature processes requiring rapid quenching.

Shot blasting
Shotblasting is a method used to clean, strengthen (peen) or polish metal. Shot blasting is used in almost every industry that uses metal, including aerospace, automotive, construction, foundry, shipbuilding, rail, and many others. There are two technologies used: wheelblasting or airblasting.
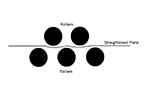
Straigtening
Straightening is a necessary step in the heat treating process of many components. Due to mechanical deformation and manifestation of stresses during heating and quenching, parts often warp to beyond acceptable tolerances with respect to straightness and flatness. Therefore straightening operations become a necessity to bring the parts back within acceptable ranges
Sub-Critical Annealing
Many material that under go deep draws and severe forming operations exhibit high cold work hardnesses that prevent further drawing or stamping operations. Sub-critical annealing is an ideal way to remove these stresses to allow subsequent forming operations. The temperature ranges for this process typically range from 1250F to 1400F.
Spheroidizing
Spheroidizing of high carbon steel is a method of prolonged heating at a temperature below the eutectoid temperature. By heating at this temperature pearlite, which is the lowest energy arrangement of steel, gets converted to ferrite and cementite.

Isothermal Annealing / Austempering
When applied to ferrous materials, produces a structure that is stronger and tougher than comparable structures produced with conventional heat treatments. In Austempered Ductile Iron and Austempered Gray Iron the structure is Ausferrite, and in steel, it is Bainite

Vaccum Heat Treatment
Our vacuum heat treatment services are one of the best processes available. Vacuum heat treating is when metal parts are exposed to temperatures of heat in order to change their properties. A hard or partial pressure vacuum austenitizes steel parts. This protects the surface of the parts during this operation. These processes allow for shorter carburizing cycles, a reduction in overall processing time and smaller gas consumption.
There are numerous treatments involving our vacuum processes that we use. These treatments achieve higher strength, better wear resistance and improve the corrosion behavior of the subjected material. At VG, our treatments offer the best protection against oxidation while remaining extremely cost-efficient. Our Vaccum heat treatment services include the below.

Vaccum Annealing
Vacuum annealing (also known as bright anneal) is used to reduce internal stress and improve workability. It can also be applied to finished parts without effecting the parts appearance.
Vaccum Brazing
A metal joining process in which two base metals are joined together by heating to a suitable temperature and using a filler metal. This takes place in a vacuum furnace that uses low atmospheric pressures instead of a protective gas atmosphere.
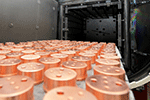
Quenching Heat Treatment (Hardening)
Our quenching heat treatments will result in a guaranteed improvement of the mechanical properties of your products, as well as an increase in their level of toughness—making these items more durable. Steel parts often require a specific form of heat treatment to obtain an increase in hardness and strength. And at VG, we are highly-trained in these processes.
During a quenching heat treatment, the material is heated up to suitable temperatures and then quenched in oil / water / polymer to fully harden, varying on the kind of steel being worked on. Items that go through this are then aged, tempered or stress relieved to achieve the desired stability. Our quenching heat treatments services include the below.
Precipitation Hardening
Heat treatment process in which precipitation of a constituent from a super saturated solid saturation causes hardening in metals.
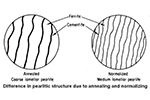
Normalizing / Normalize Hardening
Heating alloy above the transformation range, holding at this temperature, then cooling in air to a temperature below transformation range. This results in stress relieving, increased strength, and increased hardness.
The process is employed also on forged products to homogenize the grain structure, improve machinability, and improve response to subsequent heat treating processes

Water Quenching
It is optimum for forgings & other equipments to receive proper water quench hardening in order to avoid undesirable microstructural components, which can lead to low hardnesses, mechanical properties, and failures during service.
VG’S water quenching capabilities achieve both the hardness & mechanical requirements needed on low alloy steel forgings.Our water quenching system has several cooling towers on it to ensure the quench media is as cool as possible for repetive results in our batch quenching operations.

Oil Quenching
Oil quenching is a common method for hardening alloy steel. It’s ideal for achieving the required strength and hardness properties on many alloys. When you oil quench steel there’s also less risk of cracking compared to water quenching or polymer quenching
When we oil quench steel we start by fully austenitizing the steel in the temperature range of 1500°F – 1650°F, depending on the steel grade. It’s held at this temperature for a time proportionate with the part cross-section.The initial austenitizing process is typically carried out under a protective carbon-controlled atmosphere. This atmosphere prevents excessive scale formation on the surface.Once soaked at the austenitizing temperature for the appropriate amount of time, the forgings are quenched in agitated oil. This produces a fully hardened martensitic microstructure, the depth of which is dependent on the alloy grade and section thickness.At this point, the parts are tempered down to the specified hardness range for improved toughness.
Polymer Quenching
Polymer quenching provides a hardening heat treatment for steel. Polymer quenching can be utilized with excellent results on plain carbon & alloy steels that require superior depth of hardness & uniform, repeatable mechanical properties.
It is particularly useful in applications that require high impact values in both longitudinal and transverse directions.
When properly applied, polymer quenching yields superior results as compared to oil quenching; however all quench variables must be controlled to achieve repeatable results. Polymer quenching is particularly useful for quenching high integrity alloy steel forgings that require impact testing.Heavy section AISI 4140 forgings that need good depth of hardness can be a challenge when oil quenched. Our polymer quenching hardening heat treatment can be the solution for jobs that do not respond properly to oil quenching.
Case Hardening / Carburizing
Case hardening / Carburizing is a process that is used to harden the outer layer of case hardening steel while maintaining a soft inner metal core. The case hardening process uses case hardening compounds for the carbon addition. Steel case hardening depth depends upon the application of case hardening depth.

Induction Hardening
Induction Hardening Induction hardening is a form of heat treatment in which a metal part is heated by induction heating and then quenched. The quenched metal undergoes a martensitic transformation, increasing the hardness and brittleness of the part. Induction hardening is used to selectively harden areas of a part or assembly without affecting the properties of the part as a whole.

Aging
Aging is the treatment of a metal alloy at elevated temperatures so as to accelerate the changes in the properties of an alloy as a result of the casting and forging process.